상온에서 바 또는 와이어의 상단을 거칠게 만드는 단조 방법. 냉간 헤딩은 주로 볼트, 너트, 못, 리벳 및 강구와 같은 부품 제조에 사용됩니다. 단조 재료는 구리, 알루미늄, 탄소강, 합금강, 스테인리스강 및 티타늄 합금이 될 수 있으며 재료 이용률은 80-90%입니다.
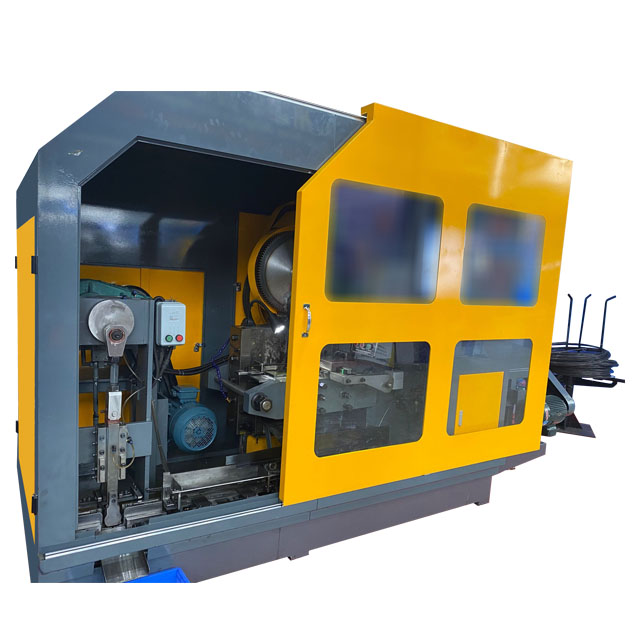
콜드 헤딩종종 특수 콜드 헤딩 기계에서 수행되어 연속, 다중 스테이션 및 자동화 생산을 용이하게 합니다. 냉간압조기에서는 절단, 헤딩, 어큐뮬레이션, 포밍, 챔퍼링, 와이어롤링, 직경축소, 엣지커팅 등의 공정을 순차적으로 완료하는 것이 가능하다. 콜드 헤딩 공작물의 경우 최대 직경이 48mm인 분당 최대 300개 이상의 높은 생산 효율성. 그림 1의 콜드 헤딩 볼트 프로세스의 개략도는 콜드 헤딩 볼트의 일반적인 프로세스입니다. 그림 2에 표시된 멀티 스테이션 너트 자동 콜드 헤딩 머신은 멀티 스테이션 너트 자동 콜드 헤딩 머신입니다. 막대 재료는 공급 메커니즘에 의해 자동으로 특정 길이로 공급되고 절단 메커니즘은 블랭크로 절단합니다. 그런 다음 클램프 이송 메커니즘은 이를 어큐뮬레이션 프레싱 및 펀칭 스테이션으로 순차적으로 보내 성형합니다.
냉간 압조 방법에서 냉간 압조 기계는 서로 다른 동력 전달 모드에 따라 기계식 변속기와 유압식 변속기의 두 가지 유형으로 나눌 수 있습니다. 기계식 변속기에는 수동과 전기의 두 가지 유형이 있습니다. 전기 및 수동 냉간 압조 기계는 직경 4-5mm의 냉간 저탄소 강선에 적합합니다. 유압 변속기는 성능에 따라 유압식 강선 콜드 헤딩 머신과 유압식 스틸 바 콜드 헤딩 머신의 두 가지 유형으로 더 나눌 수 있습니다.