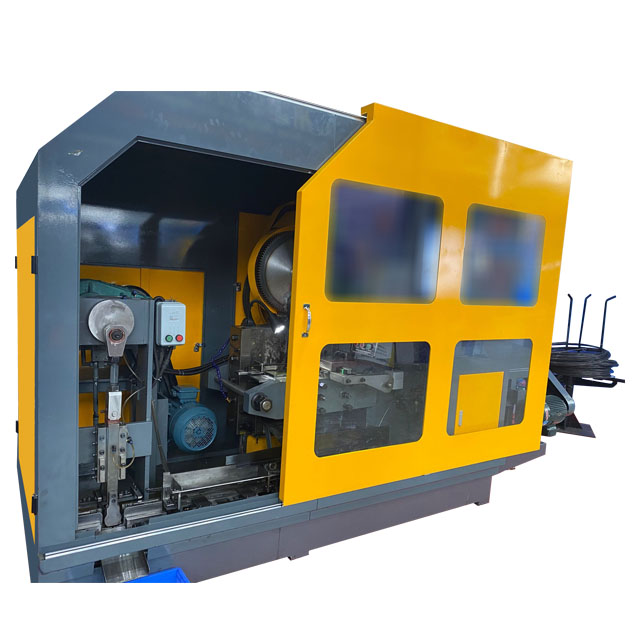


Ronen®의 너트 태핑 머신은 특별히 ** 제조업체 **를 위해 나사를 신속하게 탭하도록 설계되었습니다. 너트를 삽입하고 시작 버튼을 누릅니다. 나머지 작업은 그것에 의해 처리됩니다. 많은 워크샵에서 주문이 증가하면 구매합니다. 크기가 적당하며 대부분의 워크 벤치에 배치 할 수 있습니다.
너트 태핑 기계의 작업 과정은 간단합니다. 빈 재료는 공급 기계에 배치되어 빈을 지정된 위치로 운반합니다. 그런 다음 탭이 회전하고 블랭크 구멍으로 드릴링되어 스레드를 만듭니다. 가공 된 너트가 밀려 나옵니다.
이 기계는 미리 드릴링 된 너트 구멍에서 내부 스레드를 자르는 데 사용됩니다. 회전 탭 (절단 도구)이 장착되어 있으며 너트 구멍을 통해 정확하게 삽입합니다. 이 기계는 대량 생산 너트의 태핑 프로세스를 자동으로 완료하여 볼트 나 나사로 결합하는 데 필요한 내부 스레드를 형성 할 수 있습니다. 이는 느리고 덜 일관된 수동 태핑 프로세스를 대체합니다.
너트 태핑 머신은 메인 샤프트를 사용하여 탭을 단단히 고정합니다. 일반적으로 척 또는 특수 탭 홀더가 사용됩니다. 메인 샤프트는 일반적으로 기어 변속기를 통해 전기 모터에 의해 구동되어 스레드를 절단하는 데 필요한 토크 및 회전 속도 (RPM)를 제공합니다. 탭은 너트의 사전 드릴 또는 드릴 구멍과 정확히 정렬되어야합니다.
너트 태핑 기계는 다른 유형의 너트에 따라 설정할 수 있습니다. 표준 육각형 너트 (구멍을 통해)의 경우 탭이 스레드를 완전히 자릅니다. 블라인드 너트 (특정 폐쇄 형 플랜지 너트와 같은)의 경우, 기계는 테이핑 깊이를 정확하게 제어하여 스레드가 바닥에 도달하기 전에 중지됩니다. 깊이 제어 메커니즘은 블라인드 홀 태핑에 중요합니다.
| 사양 | Nut Max.out 측 직경 | 속도 (PCS/분) | 운동 (핸드폰) | 석유 용량 | 크기 W*l*H/mm |
체중 (kg) |
| RNNT 11B M3 ~ M6 | 16 | 360 ~ 320 | 1hp-4 | 120 | 1100*1300*1400 | 710 |
| RNNT 14B M6 ~ M10 |
19 | 260 ~ 200 | 2hp-4 |
120 | 1100*1300*1400 |
820 |
| RNNT 19B M8 ~ M12 |
22 | 240 ~ 180 | 3HP-4 |
150 | 1100*1300*1400 |
1060 |
| RNNT 24B M14 ~ M16 |
33 | 220 ~ 120 | 4HP-4 |
340 | 1650*1700*1670 | 1600 |
| RNNT 32B M18 ~ M22 |
44 | 130 ~ 80 | 5hp-4 |
620 | 1800*2050*1950 | 2300 |
너트 태핑 기계의 주요 판매 지점은 고효율이므로 대량 생산에 특히 적합합니다. 생산 된 스레드는 안정적인 품질입니다. 각 너트의 실의 깊이와 정밀도는 거의 동일합니다. 그들은 볼트와 잘 어울립니다. 너무 빡빡하거나 느슨하지 않습니다. 작업도 매우 간단합니다. 작업자는 원료를 먹이 호퍼에 부어 매개 변수를 설정하면 기계가 그 자체로 작업을 수행합니다. 지속적으로 모니터링 할 필요가 없으므로 많은 인력을 절약 할 수 있습니다.